(2)计算出整个制造过程的补偿量后,需要将补偿量分配到各个加工工序中。
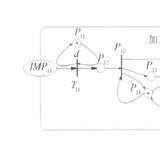
机械加工中的尺寸链理论是目前制造过程中补偿量分配时经常采用的方法。刘玉君等详细阐述了二维尺寸链中运用概率法及极值法计算误差传递及公差分配的过程,推广了尺寸链原理在船舶建造质量控制中的应用。基于尺寸链理论对造船过程中补偿量进行分配是采用反推法进行的,补偿量分配的反推过程如图2所示。具体的做法是由后一道工序提出具体的精度要求,最后落实到零件规定的具体要求。

2.3 建造工艺的热应力变形机理研究
目前船舶制造过程中的变形机理研究主要集中在焊接热变形方面。随着计算机技术及数值模拟技术的发展,变形研究理论成为应用最广的理论。Mitsu yosh得将焊接变形与焊接能量输入关系公式化,并与实验结果进行比较,效果比较理想。Chang Doo Jang等采用基于固有应力的等效载荷方法对船体分段的焊接变形量进行有限元分析,分析结果与实验结果得到很好地吻合,为船体分段制作过程中焊接变形量预测提供了有效而精确的方法。李艳君等应用人工神经网络方法,研究了焊接变形的建模方法,并开展了焊接前施加反变形焊接过程的数值分析和实验验证,得到了比较理想的结果。
国内外船舶建造过程中的焊接热应力变形技术研究开展得比较广泛,但由于受到复杂边界条件及藕合因素影响,研究水平不高,其中多是以简单的平面板架作为研究对象。目前,大多数研究组织都采用有限元模拟与实验结果相结合的方法及人工神经网络方法对其进行有效地研究。
3、船舶建造过程控制
3.1 造船精度测量技术
可靠的检测工具和较高的测量水平是提高造船精度的保障。一方面,测量是补偿量计算中原始数据获取的主要手段;另一方面,测量又是船舶建造过程中进行质量管理、监督和控制的基本手段。