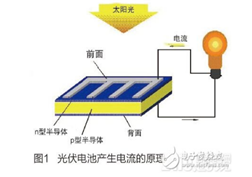
中国航空产业整体发展迅猛,对国产发动机需求非常旺盛。航空发动机是飞机制造中最为关键,也是技术最复杂、难度最高的部件之一,也是最考验一国综合经济和技术实力的产品。而透平叶片则是航空发动机中数量最多的零件。以典型的涡扇发动机为例,整个发动机由1级风扇段、13-14级压气机段和8-9级涡轮段组成,叶片总数可达数千片;叶片高度从风扇叶片的接近1000mm到最后级高压压气机叶片的小于20mm,差异极大。
对于加工和检测来说,极大和极小两种极端尺寸叶片无疑是更大的挑战,它们对加工和检测设备及方法都提出了更为严苛的要求。本案例针对航空发动机中的一种典型极小叶片的检测进行了测试,验证了某种光学测量设备对于极小叶片叶型检测的可行性与效果,并与其它几种检测方案从理论上做了对比。

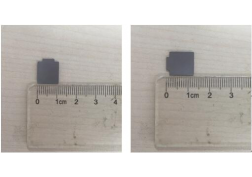
叶片实际照片
测量难点
从上图可以看到,该叶片整体高度约13mm、叶型宽度约11mm、叶片中心处最大厚度约1mm,属于航空发动机叶片中最小的种类,尤其是叶片的边缘部分厚度仅有约0.2mm,给测量带来了诸多难点:
- 首先,由于叶片尺寸太小,给装夹就带来了非常大的困难。装夹部分太小容易造成夹持不稳,但装夹部分太大又会对测量造成干涉。
- 其次,如采用接触式测量,测针的选择也是一个很大的难题。对于此类极薄的叶片,如采用大测球会造成测量叶片前后缘时发生卡顿,且容易发生干涉;如采用小测球则容易产生半径补偿方向错误并导致型线紊乱现象。
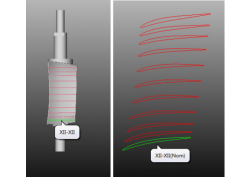
- 再者,此类极薄叶片容易在测量顶部截面时,在测量力的作用下造成轻微叶片弯曲(如下图,测量叶盆时叶片受到测力影响朝叶背方向弯曲,反之亦然)。虽然弯曲变形量不大,但是考虑到叶片本身极薄,其相对变形量还是非常可观的,会对被测叶型的轮廓度与位置度都造成非常大的影响。

- 如果用光学测头扫描该叶片,则必须要求有非常高的分辨率,在叶片曲率急剧变化的前后缘处要有密度足够高的点覆盖,以便真实还原叶片前后缘的形状,才可准确分析叶型相关参数。
首先,光学测头对于物体表面状态一般都有所要求,太过光亮或颜色过深的表面都会对反光造成负面影响。第二,由于叶片几何形状的特殊性,对于光学测头的工作距离要有一定的要求。某些种类的光学测头虽然可以达到较高的测量精度,但它的工作距离非常近,极易和叶片发生碰撞;如果通过换镜头来得到较大的工作距离,又会明显地降低测量精度。第三个需要关注的是表面入射角的范围,在测量零件过程中,如果一直以法线方向去采点,难免会碰到盲区,在这种情况下就需要改变入射光的矢量方向。如果光学测头的入射光允许角度范围较小的话,会给测量造成不便。
特别是在测量叶片前后缘时,由于实际叶片型线难免与理论模型存在形状和/或位置偏差,导致根据理论模型设定的入射光方向无法与实际型线形成正交。如果测头允许的入射光角度范围越大,那该测头对于光线的容错性就越好;否则的话,入射光角度稍有偏差,测头就无法接收到反射光信号,造成测点缺失。