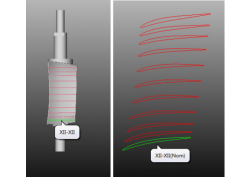
图6 隔热屏局部照片
(3)钛合金化铣涂层激光切割 首先,航空发动机为提高性能,常设计出有特殊要求的零件。如图7机匣筒体,零件为钛合金材料,筒体φ 1000mm,高600mm,壁厚1mm。在筒体上分部各种功能的安装座及5mm厚的加强筋,达到1mm厚筒体的重量,4 mm筒体强度的性能。

图7 机匣筒体形线展开示意
该零件可以采用5mm厚的筒体用数控加工中心机械加工的方法制造,但存在钛合金材料机械加工难度大、加工量大加工效率低、零件大而薄不易保证要求等多个问题。采用化铣的加工方法可大幅度提高效率和质量,降低成本。
机匣筒体化铣是将零件制造成5mm厚的筒体钛合金筒体,在零件表面涂防腐涂层,按筋和安装座的形状高精度地刻出形线,将需铣削表面的涂层去除,将零件浸入化铣液中浸蚀,完成零件的加工。形线的精确高效刻型是化铣技术的关键技术,只有激光切割可满足要求。
其次,选用LASERDYNE-890型激光加工系统,X、Y、Z行程分别为2 400mm×1 800mm×900mm。伺服系统为5坐标6轴联动全飞行光路。该系统配置的激光器为PRC3000型CO2激光器,最大功率3 000W。由于激光的波长为10.6μm,是YAG激光器波长的10倍,在常温状态下一般金属的吸收率小于10%,在高温下吸收率可达70%以上。所切割的金属零件有明显温升,不适合加工<2mm的孔和零件的精密加工,可高效切割一般精度的零件。但对非金属材料,该波长的激光吸收率近100%。
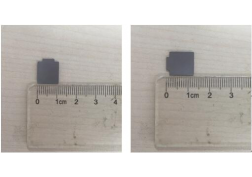
采用LASERDYNE-890型激光加工系统对涂层进行切割,达到了复杂形线的高精度、高效率切割。利用CO2激光波长对金属的高反光率和对非金属的高吸收率的特性,通过功率参数控制,达到了只切割防护涂层,不烧伤钛合金零件的目的。刻型后的零件局部照片如图8所示。零件上的绿色不防护涂层,白线为散焦预刻线,目的是验证切割程序的正确性,白线中间的是激光切割线,该线已切透涂层,未切伤金属零件。

图8 刻型后的零件局部照片
结语
(1)采用高性能激光加工系统,利用高倍率同轴的监视器高精度定位与低平均功率、高峰值功率的YAG激光器特性,控制激光切割时激光对零件的热影响,保证扇形叶型板型孔精度和重熔层要求,
(2)在无法用工装限制加工的、自由状态下易变形的筒形多环波隔热屏群孔激光切割应用中,利用设备的零件特征扫描、表面位置远程追踪、追踪方向设定等先进功能对零件进行扫描,通过编程自动运算,完成低精度零件高精度激光切割。
(3)在化铣技术应用中,利用CO2激光器对金属和非金属反射率不同的特点,用先进激光机完成复杂形线高精度切割,保证了激光将涂层切透,并不烧伤零件的要求。