直线度公差指单一实际直线允许的变动全量。用于控制平面或空间直线的形状误差,其公差带根据不同的情况有几种不同的形式。直线度的测量自动测量能给工作人员提供准确的信息,保证轧材符合标准。
1、光电法测量
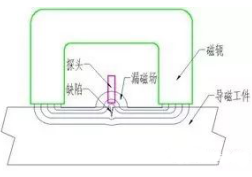
光电法测量是以三台测径仪为基础进行检测的,可以用于测量运动中的线、棒、管的外轮廓的直线度。

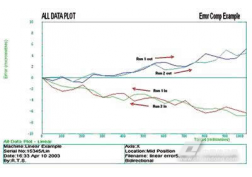
布置上图的的设备3台,三台设备同一时刻测量被测工件的位置数据左边和右边两台采集的位置连线,计算出中间设备的在直线度为0时的理论位置,与中间一台所获的的位置数据比较,差值即为被测工件在当前位置的直线偏差如下图所示。

测量单元的测量频率为500-1000HZ,采用电子同步控制单元实现3台设备的同步采样,可连续检测,根据检测数据模拟出整根线、棒(管)材的直线度,左、右两台的距离可根据具体情况确定安装位置。
2、自准直法
自准直法直线度检测仪可用于圆管外径的直线度检测。平行光仪器是将和准直望远镜结合为一体的一台仪器。

光源将位于物镜焦平面(物镜焦距= f)的分划板投射至无穷远(准直光出射),经过平面反射镜返回的准直光经物镜后再次成像于同样位于物镜焦平面(共焦系统)的光电传感器的探测面上,当反射镜发生了α角度的偏转后,返回的分划板在光电传感器上的像会产生ΔS的位移,通过精确测量出ΔS值,即可准确计算出平面反射镜的偏转角度。

检测内孔直线度时,将平面反射镜伸入孔内,利用胀套保证反射镜与内孔垂直。当内孔有弯曲时反射镜将偏转一定的角度,通过反射镜的偏转角度可以计算出内孔的直线度。
3、PSD芯片激光测量法
激光器安装在激光器座上,激光器座的尾部有4个螺钉可以对激光的照射角度进行微调。其头部与定心套连接后插入炮管孔内。位置检测单元的激光位敏传感器安装在传感器座内,传感器座的头部与定心套连接,尾部与推杆连接。通过手动推动推杆可以使位置检测单元在炮管内孔内移动。

工作时激光器发射1束激光射向激光位敏传感器,传感器内的PSD芯片监测接收到的激光能量中心位置。定心套用来保证传感器一直处于炮管内孔的中心位置。当炮管在检测位置出现弯曲时,PSD芯片上的激光能量中心坐标值将发生变化。位置检测单元的电源线和数据线通过推杆中心孔与控制柜连接。

结语
直线度测量仪可以适用于多种轧材的外径尺寸的检测,运动中的线棒材的外径测量,内径测量等,测量方法多样,可根据测量需求选择合适的测量方法。直线度测量仪的使用也为工作人员带来了巨大的便利。