驾驶室白车身是汽车的重要组成部分,其制造水平对汽车整体功能有很大的影响。然而白车身的焊接质量不仅需要焊接机器人、激光在线检测等先进工艺,还需要可靠的自动化输送装置和平稳的自动升降吊具将制件准确送至工位,消除其他运送方式造成的制件磕碰伤、变形等缺陷,为提高白车身的质量和生产节拍提供保证。
自行小车吊运输送线是高度体现机电一体化技术的物流输送系统,它融合了机械、电气、计算机、自动控制四大技术精髓,是集仓储、运输、装卸、工艺操作四大物流环节为一体的柔性生产系统,通常简称为自行小车系统。近十年,随着我国汽车整车自动化生产线的现代化大规模流水线作业水平的提高,自行小车系统得到了快速发展。它与传统的空中积放链输送装备相比,具有噪声小、灵活性强、功能多、布置灵活、工作安全可靠等特点。
生产现状
解放J6载货汽车焊装生产线2005年建成投产,地板、侧围、后围以及顶盖等大总成到主焊线的输送均采用自行小车吊运输送系统。以车身下部线地板总成吊运自动小车输送系统为例,其系统构成如图1所示。

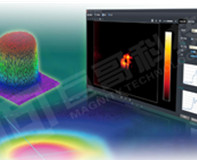
吊具起升与下降的动力由电动葫芦提供,吊具上安装四个可移动的吊点,与电动葫芦起升铁链连接,调节四个固定吊点的位置实现吊具的找平、起升和下降,平稳性靠剪刀叉平衡机构来保证。总成吊具系统中的电动机用来控制吊具托架打开和闭合。吊具采用集散控制,吊具自带PLC系统,实现主控制柜集散控制,如图2所示。

在使用过程中,自行小车运输线在功能、控制灵活性和可靠性方面得到了广泛认可,但电动葫芦与剪刀叉平衡机构这种起吊系统组合逐渐暴露出如下一些问题:
1)剪刀叉平衡机构故障率比较高。由于该机构是由多个剪刀叉结构组合,结构复杂,所以对于制造精度有很高要求。现场使用中由于剪刀叉各机构之间的匹配精度不足,使连接轴处因受力过大而使转轴断裂,需要对剪刀叉结构进行频繁维修。
2)电动葫芦吊点虽然与吊具有四个点连接,但四个点分布的面积有限,不能很好地控制吊具的平衡性;剪刀叉结构复杂,精度难以保证,导致吊具起吊和下降的平稳性不好。
3)吊具下降和起升的平衡性差导致对导向轨道的冲击力大;同时剪刀叉在升起和降落的过程中产生的噪声很大,对工作环境造成影响。
4)吊具上与电动葫芦连接的吊点是可移动的,虽然可以进行吊具的调平,但是在使用过程中吊点会有少量移动,使吊具倾斜,影响正常的生产使用。
5)剪刀叉自身重量大,增加了电动葫芦的起吊负担,提高了电动葫芦的选择标准。
带式升降吊具的应用
基于现行电动葫芦与剪刀叉吊具组合存在的问题,结合生产车间的实际情况,经过调研和论证,决定在车身下部线地板总成吊运自动小车输送系统上尝试使用四点带升降吊具,取代电动葫芦与剪刀叉的吊具组合,以崭新的起吊方式实现地板总成从下部线至主焊线的吊运工作。
采用的自行小车为单轨悬挂式自动输送系统。自行小车由前小车(导引小车)、中小车(负载小车)和尾小车三部分组成。带有行走电动机、升降电动机、夹具电动机、控制箱和多个传感器,可以实现前进、后退、左右转弯、吊具上升下降以及吊具打开关闭等功能,其整体结构如图3所示。行走电动机和集电器安装在导引小车上,控制箱安装于小车前部,箱内安装小车动作控制系统,由导引小车带动整个自行小车系统在轨道上行走。集电器与轨道滑触线相连,从轨道上获取小车电源并采用移动总线控制实现小车的行走、吊具升降及夹具打开关闭等功能。

自行小车整体结构