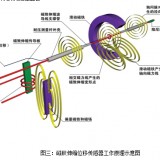
随着现代测量技术的发展,测量技术已从接触式测量发展到了非接触式测量。Lightfoo等利用远距离照相技术对船舶建造过程中的焊接收缩量进行测量,收集焊接热应力变形的原始数据。与此同时,现代化的测量工具不断推进了造船精度测量技术的发展。翟新涛根据现代测量技术的发展,针对船体分段等大型工件尺寸测量的需求和应用,将线结构光应用到大型工件的测量系统中。钱华清采用激光经纬仪对航轴管膛孔及舵承膛孔前的轴线进行勘测,为现代造船过程提供了一种简单可靠的测量方法。全站仪作为一种可以同时进行角度测量、距离测量和数据处理的现代化测量工具,在船舶制造企业中得到广泛应用,提高了船厂的测量技术水平,推进了造船精度管理及过程控制的发展。随着现代测量手段及测量工具的发展,目前造船精度测量技术相对比较成熟。
3.2 造船过程控制
船舶制造过程中精度控制一般分为主动控制和被动控制两类。所谓主动控制就是研究造船过程中各种影响精度的因素,在精度损失之前就采取合理措施来保证造船精度的控制行为;而被动控制是在建造过程中出现某些突发因素造成预料之外的精度损失时,能够及时采取一些应急措施来保证造船精度的控制行为。
实际上,造船精度管理是一个需要不断完善改进的过程,因此,有必要将柔性生产模式中的动态公差控制理论引入到造船过程控制中来。
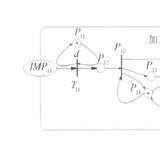
图3所示为一造船精度动态控制过程,在此过程中,每一造船工序结束后,即对该工序产品尺寸进行测量,并与本工序的参考精度进行比较,比较结果用于指导预修整量及完善精度控制系统。当某一工序的

测量尺寸结果不大于精度要求的尺寸时,即满足精度要求时,则进行下一工序的补偿量计算,并将本工序的补偿量结果输入到精度控制系统数据库中;当某一工序的测量尺寸结果大于精度要求的尺寸时,即不满足精度要求时,则需要对偏差尺寸部分进行预修整,并对此工序的补偿量进行重新计算,直到测量尺寸结果满足精度要求的尺寸时才进行下一工序的工作。
当船厂精度控制技术不成熟时,采用分段预修整工艺使各造船工序中的精度满足允许值的要求,实际上是采取减少尺寸链组成环数目的方法来解决封闭环精度问题,尺寸链组成环如图4所示,A1、A2、A3分别为反映不同工序的尺寸链组成环,ΔA1、ΔA2分别为反映不同工序需要预处理的尺寸链组成环,A。为基本尺寸。在每道工序结束后进行预修整措施即可减少尺寸链中的ΔA1、ΔA2两项组成环,解决制造过程中的精度问题。