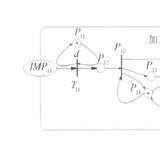
船舶中电机机座生产工艺过程OPNs模型将每个类对象子网封装成一个物理对象子网,并给出了物理对象子网(PM01:车加工设备组;PMO2:铣削加工备;PMO3:刨削加工设备组;PMO4:钻削加工设备组;TO1:运输单元;TO2:运输单元;WBO1:缓冲单元1;WBO2:缓冲单元2;WBO3:缓冲单元3;WBO4:缓冲单元4)定义以及与门变迁Gj(j=1, 2,…5)之间的信息交互关系。门变迁G1、G2、G3、G4、G5的输入为或关系,门变迁G11、G12、G13、G2、G3、G4、G5的输出为或关系。