圆形的物体外圆的直径称为外径,工程上,外径通常是质量问题的一个重要指标,因此对其测量是一个非常重要的过程。其实从古至今,可检测外径的方法有很多,现在也研发出了测量更便利,使用更方便的检测设备。

传统的测量方法多数为接触法,有卡尺、游标卡尺、螺旋测微仪、电阻法、称重法。也有采用光学方法的,如光学显微镜法、干涉法、扫描法、投影放大法、比较法等。

以上大多检测方法基本能够适应生产需求,但是对于高精密仪器的测量,缺点也体现出来了,检测速度低,生产效率低,劳动强度大,跟不上目前自动化生产的需要。并且接触式的测量非常的容易对轧材进行二次损伤。测量结果容易造成误差。
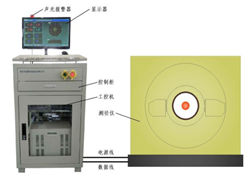
现在国内外常用的是激光扫描法与CCD光电测量方法进行测量。其中激光扫描测量法的测量精度更高,但是激光扫描测量法比较适合于静态的高精度测量,当用于动态测量时会由于被测轧材的晃动导致衍射条纹快速移动而失准,也难以快速得到测量结果,同时还具有结构复杂、格昂贵、旋转部件易损等缺点,CCD光电测量法采用4.7μm像元分辨率的高精度测量方法进行测量,可以有效的对被测轧材进行无损测量,生产成本低,可以达到0.003mm的超高精度测量。可以满足各种轧材的测量需求,同时间距可调双测头的使用使得轧材的测量范围更大,对大直径轧材的检测非常友好。
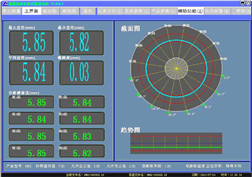
光电测径仪的使用寿命更长,也非常适合动态检测,同时为了使生产的被测物质量更优,配备了PID调节系统,做到了在线检测、监测报警、闭环控制、数字显示于一体,这样的检测模式,使生产变得简单,质量与效率得到大幅度提升。
总结一下各种场合用什么测量设备,线缆电缆胶管等环境较好的被测物使用光电测径仪与激光测径仪,可控制外径尺寸;超细丝用激光衍射测径仪,精度高;超大管材用固定间距双测头测径仪或间距可调双测头大直径测径仪,大直径轧制检测的福音,精度满足检测需求;轧钢等恶劣环境(高温、水雾、粉尘弥漫等)下的生产,采用轧钢测径仪,还带分析软件;抽查可采用游标卡尺等。不同的场合都有对应的测径仪用来检测,使用测径仪既是对工人的减负,也是对质量的负责。